
قطع بلاستيكية مصممة حسب الطلب


بصفتنا إحدى أكثر شركات تصنيع القوالب والحقن تنافسية في الصين، فإننا نخدم مجموعة واسعة من التطبيقات الصناعية، بما في ذلك التطبيقات المنزلية والسيارات والإلكترونيات والطب والزراعة والتعدين وغيرها.
تشمل خدماتنا ما يلي:
- تصميم CAD / تحليل تدفق القوالب / DFM
- قوالب حقن مخصصة، صناعة قوالب الصب
- قولبة حقن البلاستيك
- النماذج الأولية، الإنتاج بكميات صغيرة
- الرسم، الطباعة الماهرة، التجميع
مقدمة
يضم مصنعنا لحقن البلاستيك 12 مجموعة من آلات حقن البلاستيك، تتراوح قدرتها من 40 إلى 800 طن، ونقدم خدمات إنتاج آلية على مدار الساعة طوال أيام الأسبوع. تشمل أنواع الراتنج البلاستيكي التي نختارها مجموعة واسعة من المواد، منها ABS، وPC، وPP، وPA، وPMMA، وPOM، وPE، وغيرها.
نصنع قوالب حقن البلاستيك، ونراعي عملية الحقن في تصميم القالب منذ البداية، مما يُمكّننا من تحقيق أقصر وقت لدورة الإنتاج وأقل تكلفة للصيانة، وهو ما يعود بالنفع على عملائنا. كما نرحب بطلبات الإنتاج بكميات صغيرة، حيث يجد العملاء صعوبة في تحمل التكاليف، خاصةً تكلفة صناعة القوالب. توفر قوالبنا حلولاً شاملة لخفض ميزانيتك لمشاريع الإنتاج بكميات صغيرة مع الحفاظ على الجودة العالية. يعمل خبراؤنا معكم جنبًا إلى جنب لإيجاد الحل الأمثل لشركاتكم.
لدينا خبرة واسعة في مجال قوالب حقن البلاستيك لمختلف القطاعات، بما في ذلك السيارات، والأدوية، والإضاءة، والمعدات الرياضية، والأجهزة المنزلية، والزراعة. يضم فريقنا حاليًا 20 مهندسًا متميزًا، معظمهم حاصلون على مؤهلات علمية عالية في صناعة قوالب حقن البلاستيك، وهم يفخرون بعملهم. نستطيع توفير 20 مجموعة من قوالب الحقن شهريًا. ولتلبية أعلى متطلبات الشركات العالمية، نستثمر باستمرار في أحدث التقنيات، ونمتلك أحدث مرافق تصنيع القوالب. لدينا قدرة متكاملة على تصنيع قوالب حقن البلاستيك، والحقن، والطلاء، والتجميع داخل الشركة. تشمل معداتنا، على سبيل المثال لا الحصر: 8 ماكينات CNC بدقة 0.005 مم، و14 ماكينة EDM عاكسة، و8 ماكينات قطع سلكي بطيء، و12 ماكينة حقن بلاستيك تتراوح قوتها بين 40 و800 طن، وجهاز قياس إسقاط ثنائي الأبعاد، وجهاز قياس إحداثيات ثلاثي الأبعاد (CMM). نستطيع تصنيع قوالب بلاستيكية وصبها حتى 7.5 طن، وبوزن أقصى للقطع البلاستيكية المصبوبة يصل إلى 1200 غرام. نستخدم أيضًا نظام CAD/CAM/CAE المتقدم، ويمكننا العمل مع تنسيقات البيانات مثل pdf وdwg وdxf وigs وstp وما إلى ذلك.
مبدأ العمل
التشكيل بالحقن هو عملية لتشكيل الراتنج البلاستيكي بالشكل المطلوب. تقوم آلة التشكيل بالحقن بضغط البلاستيك المنصهر في القالب، ثم تبريده بواسطة نظام التبريد حتى يتصلب بالشكل المطلوب. تستخدم معظم المواد البلاستيكية الحرارية هذه الطريقة. بالمقارنة مع طرق المعالجة الأخرى، يتميز التشكيل بالحقن بالدقة والإنتاجية العالية، ولكنه يتطلب معدات وقوالب ذات تكلفة أعلى، لذا فهو يُستخدم بشكل أساسي في الإنتاج بكميات كبيرة من الأجزاء المشكلة بالحقن.
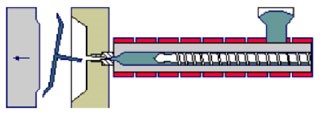
تستخدم آلة قولبة الحقن عادةً أسطوانة مكبس/أسطوانة لولبية. عملية قولبة الحقن: يُغذى البلاستيك الخام من القادوس إلى الأسطوانة، ثم يبدأ المكبس بالدفع، فيُدفع البلاستيك الخام إلى منطقة التسخين، ثم عبر مكوك جانبي، ليُصب البلاستيك المنصهر عبر الفوهة إلى تجويف القالب، ثم يُمرر الماء أو الزيت عبر نظام التبريد المصمم لتبريد القالب والحصول على المنتج البلاستيكي. عادةً ما تتطلب الأجزاء المقولبة بالحقن من تجويف القالب معالجة مناسبة لإزالة الإجهاد المتولد أثناء عملية القولبة، وذلك لضمان ثبات الأبعاد والأداء.
ست مراحل منقولبة حقن البلاستيكعملية
تبدأ عملية قولبة حقن البلاستيك بتغذية حبيبات البولي أوليفين من قادوس إلى وحدة الحقن في آلة القولبة بفعل الجاذبية. يُسلط الحرارة والضغط على راتنج البولي أوليفين، مما يؤدي إلى انصهاره وتدفقه. يُحقن المصهور تحت ضغط عالٍ في القالب. يُحافظ على الضغط على المادة داخل التجويف حتى تبرد وتتصلب. عندما تنخفض درجة حرارة القطعة البلاستيكية عن درجة حرارة تشوه المادة، يُفتح القالب وتُخرج القطعة البلاستيكية.
تُسمى عملية الحقن الكاملة دورة التشكيل. تُسمى الفترة الزمنية بين بدء حقن المادة المنصهرة في تجويف القالب وفتح القالب زمن إغلاق القالب. يتكون زمن دورة الحقن الكلي من زمن إغلاق القالب بالإضافة إلى الوقت اللازم لفتح القالب، وإخراج القطعة البلاستيكية، وإغلاق القالب مرة أخرى. تقوم آلة حقن البلاستيك بنقل الراتنج إلى القطع المصبوبة من خلال دورة تشمل الصهر، والحقن، والتعبئة، والتبريد. تتضمن آلة حقن البلاستيك المكونات الرئيسية التالية.
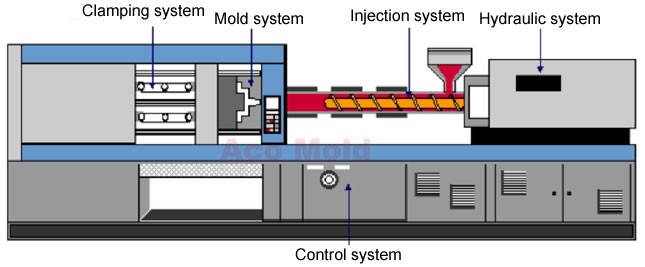
نظام الحقن: قم بتغذية المواد الخام في الأسطوانة، وتسخينها وصهرها، ثم ادفع المواد المنصهرة إلى التجويف من خلال الجزء الاحتياطي.
النظام الهيدروليكي: لتوفير قوة الحقن.
نظام القوالب: لتحميل وتجميع القالب.
نظام التثبيت: لتوفير قوة التعبئة.
نظام التحكم: للتحكم في نظام التبريد.
تُستخدم قوة التثبيت عادةً لتحديد قدرة ماكينة حقن البلاستيك، وتشمل المعايير الأخرى حجم الحقن، ومعدل الحقن، وضغط الحقن، واللولب، وتصميم قضيب الحقن، وحجم القالب، والمسافة بين قضبان الربط. يمكن تقسيم ماكينات حقن البلاستيك إلى عدة فئات، فإلى جانب الماكينات العامة للأغراض العامة المستخدمة في تصنيع الأجزاء البلاستيكية العادية التي لا تتطلب دقة عالية أو تصميمًا غير عادي، توجد ماكينات ذات دقة عالية خاصة بالأجزاء عالية الدقة، وماكينات عالية السرعة للأجزاء ذات الجدران الرقيقة.
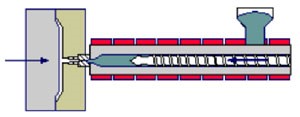
تتضمن عملية التشكيل بالحقن بأكملها الخطوات الست التالية:
1) يتم إغلاق القالب ويبدأ البرغي بالتحرك للأمام للحقن.
2) التعبئة، إخراج المواد الخام المنصهرة إلى التجويف.
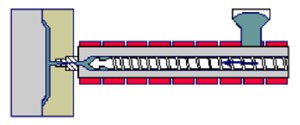
3) التعبئة، يتم تعبئة التجويف مع تحرك البرغي للأمام باستمرار.
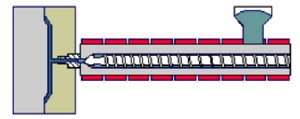
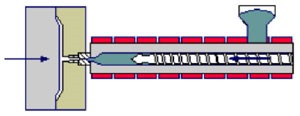
4) التبريد، يبرد التجويف مع تجمد البوابة وإغلاقها، ويبدأ البرغي في التراجع لتليين المادة للدورة التالية.
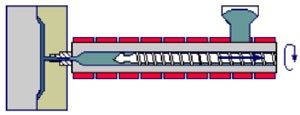
5) فتح القالب وإخراج الأجزاء، يفتح القالب ويتم حقن الأجزاء بواسطة نظام الإخراج.
6) أغلق، يغلق القالب وتبدأ الدورة التالية.
إجراءات أوامر الشراء
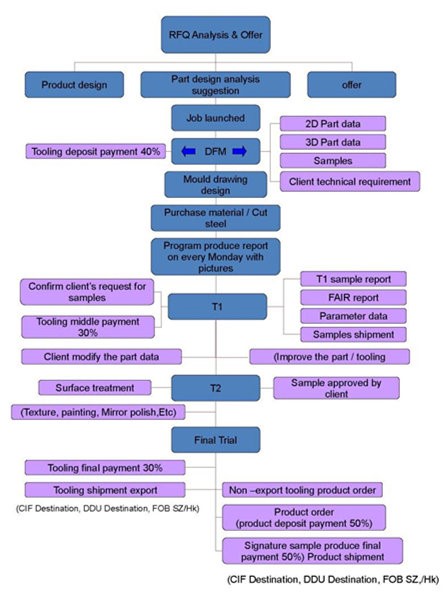
من لحظة الاستفسار وحتى إغلاق طلب الشراء، لدينا إجراءات موحدة نتبعها، مما يساعد كلاً من فريقنا وعملائنا على معرفة سير العمل بوضوح. كما أن الانتقال بين كل خطوة سيكون أسهل وأكثر سلاسة.
عملية طلب قوالب حقن البلاستيك للتصدير:
- بعد استلام رسم ثنائي/ثلاثي الأبعاد للجزء من العميل، يعقد مدير المشروع اجتماعًا تمهيديًا لمراجعة البيانات مع مصممي القوالب وصانعيها ومدير ضمان الجودة ومدير إدارة المشروع. يتم جمع جميع المعلومات التي نوقشت، ثم يُرسل تقرير قابلية التصنيع إلى العميل للموافقة عليه.
- يحتوي تقرير DFM على جميع المعلومات اللازمة قبل التصميم والتصنيع، بما في ذلك: طريقة فتح وإغلاق القالب، وطريقة إخراج المنتج، وتخطيط دبابيس الحقن، وتخطيط الأجزاء، وخط فصل القالب، وخط التبريد. كما يتضمن التقرير ميزات هيكلية خاصة مثل المنزلقات، والرافعات الزاوية، وتشطيب قلب القالب وتجويفه، والنقش، وغيرها.
- بعد مناقشة جميع التفاصيل، سيتم البدء في تصميم القالب وتزويد العميل بتصميم ثنائي الأبعاد للقالب في غضون 1-3 أيام، أما تصميم القالب ثلاثي الأبعاد فيستغرق من 3 إلى 7 أيام حسب مدى تعقيد القالب.
- يُرسل تصميم القالب إلى العميل للموافقة عليه، ثم يبدأ طلب الفولاذ المستخدم في القالب وقاعدته وملحقاته بعد دفع العربون. يُقدّم تقرير مفصل عن سير العملية، موضحًا جميع مراحلها المخططة. ويُقدّم تقرير أسبوعي لمتابعة تقدم عملية تصنيع القالب حتى اكتمالها.
- تُجرى تجربة القالب الأولى للتأكد من سلامة جميع آليات القالب، وصحة هندسة القطعة، كما يتم فحص نظام تبريد القالب، ونظام حقن القالب، ونظام إخراج القالب، وما إلى ذلك. بعد إجراء التعديلات اللازمة، تُقدَّم عينات بلاستيكية مصبوبة من النوع T1 إلى العميل مع تقرير الأبعاد ومعايير قولبة الحقن. عادةً ما تصل نسبة الكمال إلى 90%.
- احصل على تعليقات لتحسين العينة، ووظائفها، ومظهرها، وأبعادها بعد التصحيحات، وقم بإنهاء الملمس/التلميع، والنقش، وأرسل العينات للموافقة النهائية.
- قم بإجراء دراسة صغيرة تلقائية وتقرير CPK للتأكد من استقرار الأدوات.
- يتم تغليف القالب بصندوق خشبي، وفي حال شحنه بحراً، نولي اهتماماً خاصاً للتغليف المفرغ من الهواء لمنع الصدأ. تشمل العبوة جميع رسومات تصميم القالب ثنائية وثلاثية الأبعاد، وبيانات برمجة التحكم العددي، والنحاس، وقطع الغيار، والحشوات القابلة للتبديل، وغيرها.
- متابعة أداء عمل القالب في مصنع العملاء وتقديم الخدمات اللازمة.
يمكننا حتى تصنيع منتجات بلاستيكية كبيرة الحجم حسب طلب العملاء، والتي تُستخدم على نطاق واسع في التعدين والصناعة والبناء وغيرها. يرجى التواصل مع المصنع للاستفسار عن أي متطلبات خاصة.












